リチウム金属電池の次世代負極として期待される「リチウム金属粉末(LMP)」電極において、製造工程中の**「カレンダー処理(圧延)」**が電池の活性化を決定づける極めて重要なステップであることが明らかになりました。
本来、LMPは保存安定性を高めるために絶縁性の不活性化層(主に Li 2 CO 3)で覆われていますが、これを適切に「破壊」して内部の金属リチウムを露出させることが性能発揮の鍵となります。以下にその詳細をまとめます。
1. カレンダー処理による「界面再構成」のメカニズム
LMP電極は、スラリーコーティング直後は個々の粒子が絶縁層に包まれた「砂の集まり」のような状態です。カレンダー処理(ロールプレス)を施すことで、以下の変化が起こります。
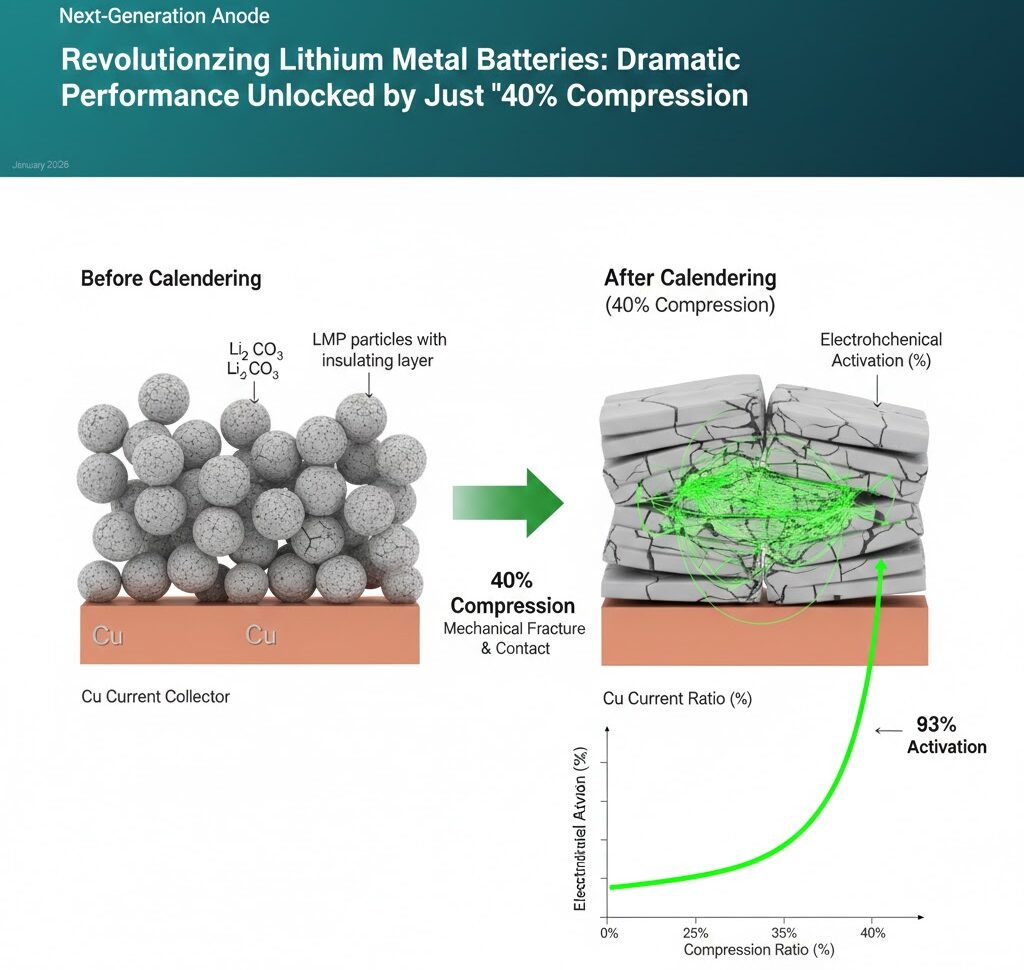
- 絶縁層の破壊: 脆い Li 2 CO 3 層が機械的応力によってひび割れ、内部の柔らかい(延性のある)金属リチウムが露出します。
- 導電ネットワークの形成: 露出したリチウム同士、および銅(Cu)集電体と直接接触することで、電極全体に電子が流れる道(導電パス)が確立されます。
- 緻密化: 大きな細孔が押しつぶされ、電極が薄く高密度になることで、体積あたりのエネルギー密度が向上します。
2. 「35%」の壁:非線形な電気化学的活性化
研究の結果、カレンダー処理の「圧縮率(カレンダー比)」と電極の活性化度合いには、明確な閾値(しきい値)が存在することが判明しました。
- 0%から25%(不十分): 粒子は変形しますが、絶縁層が十分に破壊されず、電気化学的な活性化度は約10%以下に留まります。
- 35%付近(臨界点): 応力が絶縁層の破壊強度(約200 MPa)を超え始め、活性化度が急激に上昇(約56%)します。
- 40%(最適条件): 理論容量の93%が活性化され、電極全体が一体化した導電体となります。
- 40%超(過剰): 性能は維持されますが、銅集電体に「しわ」や損傷が生じ、製造品質にばらつきが出始めます。
3. 実用上のメリット:リチウム箔を超える可能性
このLMPスラリーコーティング法は、従来のリチウム箔(押し出し成形)と比較して、以下の大きな利点があります。
- 超薄型・幅広化: 厚さ 20 um 程度、幅 300 mm 以上の極薄かつ幅広な電極を、既存のロールツーロール(連続生産)工程で製造可能です。
- 箔と同等の性能: 最適な40%圧縮を施したLMP電極は、市販のリチウム箔(厚さ 50 um)と同等のサイクル安定性を、フルセル試験において示しました。
- 電解液の節約: 局所高濃度電解質(LHCE)を用いた試験でも、少ない液量で高い安定性を維持できることが確認されています。
4. 結論
LMP電極の電気化学的活性化は、カレンダー処理による「機械的な破壊と接触」に依存しています。カレンダー比 40% という最適条件を見出したことで、次世代のリチウム金属電池を安価かつ大量に、高品質で生産するための道筋が示されました。
出典:https://pubs.rsc.org/en/content/articlelanding/2026/eb/d5eb00195a
Revolutionizing Lithium Metal Batteries: Dramatic Performance Unlocked by Just “40% Compression” of Powder Electrodes
In the development of Lithium Metal Powder (LMP) electrodes—a promising next-generation anode for lithium metal batteries—it has become clear that “calendering” (roll-pressing) during the manufacturing process is the critical step that determines battery activation.
Naturally, LMP particles are coated with an insulating passivation layer (primarily Li 2 CO 3) to enhance storage stability. The key to unlocking their performance lies in effectively “breaking” this layer to expose the fresh metallic lithium inside. The details of this process are summarized below.
1. Mechanism of “Interface Reconstruction” via Calendering
Immediately after slurry coating, an LMP electrode is like a “collection of sand,” where individual particles are encapsulated in insulating layers. Applying calendering (roll-pressing) induces the following changes:
- Breakage of the Passivation Layer: Mechanical stress cracks the brittle Li 2 CO 3 layer, exposing the soft, ductile metallic lithium underneath.
- Formation of Conductive Networks: Direct contact between the exposed lithium surfaces and the copper (Cu) current collector establishes an electrical pathway (conductive path) throughout the electrode.
- Densification: Large pores are collapsed, resulting in a thinner, high-density electrode that increases volumetric energy density.
2. The “35%” Wall: Non-linear Electrochemical Activation
Research reveals a distinct threshold between the “calendering ratio” (compression rate) and the degree of electrode activation:
- 0% to 25% (Insufficient): Particles deform, but the insulating layer is not sufficiently broken. Electrochemical activation remains below 10%.
- Around 35% (Critical Point): Stress begins to exceed the fracture strength of the insulating layer (approx. 200 MPa), causing activation to surge to roughly 56%.
- 40% (Optimal Condition): 93% of the theoretical capacity is activated, turning the entire electrode into a unified conductive body.
- Over 40% (Excessive): While performance is maintained, the copper current collector suffers from “wrinkling” or damage, leading to inconsistent manufacturing quality.
3. Practical Benefits: Potential to Surpass Lithium Foil
This LMP slurry coating method offers significant advantages over conventional lithium foil (extrusion molding):
- Ultra-thin and Wide: It enables the production of ultra-thin (approx. 20 um) and wide (over 300 mm) electrodes using existing roll-to-roll (continuous production) processes.
- Performance Equivalent to Foil: LMP electrodes with optimal 40% compression demonstrated cycle stability comparable to commercial lithium foil (50 um thick) in full-cell tests.
- Electrolyte Savings: Tests using Localized High-Concentration Electrolytes (LHCE) confirmed that high stability can be maintained even with low electrolyte volumes.
4. Conclusion
The electrochemical activation of LMP electrodes depends entirely on the “mechanical fracture and contact” facilitated by calendering. By identifying the optimal calendering ratio of 40%, a clear path has been established for the high-quality, low-cost mass production of next-generation lithium metal batteries.


コメント